
Режим работы
Пн. 08:00–17:00
Вт. 08:00–17:00
Ср. 08:00–17:00
Чт. 08:00–17:00
Пт. 08:00–17:00
Сб. – Выходной
Вс. – Выходной

ГОСТ Р 71495—2024
ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
ТРУБЫ ОБСАДНЫЕ И ЩЕЛЕВЫЕ ФИЛЬТРЫ
ИЗ НЕПЛАСТИФИЦИРОВАННОГО
ПОЛИВИНИЛХЛОРИДА
Издание официальное
Москва
Российский институт стандартизации
2024
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
© Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
Приложение А (обязательное) Размеры и профиль трапецеидальной резьбы
Приложение Б (обязательное) Размеры и профиль упорной конической резьбы
Приложение В (справочное) Подбор фильтра
Приложение Г (справочное) Порядок оформления и утверждения контрольных образцов внешнего вида поверхности 29
Библиография
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ ОБСАДНЫЕ И ЩЕЛЕВЫЕ ФИЛЬТРЫ
ИЗ НЕПЛАСТИФИЦИРОВАННОГО ПОЛИВИНИЛХЛОРИДА
Casing and slotted filters made of unplasticized polyvinylchloride.
Specifications
Дата введения — 2024—09—01 с правом досрочного применения
Настоящий стандарт распространяется на обсадные трубы (далее — трубы) и щелевые фильтры (далее — фильтры), изготовленные из непластифицированного поливинилхлорида (НПВХ). Трубы и фильтры применяют при бурении для укрепления стенок водозаборных скважин, при строительстве гидротехнических сооружений, добыче подземных вод хозяйственно-питьевого и технического назначения, а также для транспортирования растворов, к которым НПВХ химически стоек.
Трубы предназначены для предотвращения осыпания грунта, защиты от размывания, плывунов в скважине при строительстве или проведении инженерно-геологических работ. Фильтры для скважин используют для защиты воды от твердых частиц, взвесей и примесей, а также обеспечения дополнительной защиты ствола обсадной колонны от обрушения.
Рабочая температура транспортируемой среды — от 0 °C до плюс 60 °C.
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.044 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.3.030 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 166 Штангенциркули. Технические условия
ГОСТ 4647 Пластмассы. Метод определения ударной вязкости по Шарли
ГОСТ 6211 Основные нормы взаимозаменяемости. Резьба трубная коническая
ГОСТ 9038 Меры длины концевые плоскопараллельные. Технические условия
ГОСТ 9550 Пластмассы. Методы определения модуля упругости при растяжении, сжатии и изгибе
ГОСТ 10708 Копры маятниковые. Технические условия
ГОСТ 11262 (ISO 527-2:2012) Пластмассы. Метод испытания на растяжение
ГОСТ 14040 Поливинилхлорид и сополимеры винилхлорида. Метод определения числа вязкости разбавленных растворов и значения К
ГОСТ 14192 Маркировка грузов
Издание официальное
ГОСТ 15150—69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21650 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22235 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 26277 (ISO 2818:2018) Пластмассы. Общие требования к изготовлению образцов для испытания способом механической обработки
ГОСТ 26653 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ ISO 1167-1 Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод
ГОСТ ISO 1167-4 Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 4. Подготовка узлов соединений
ГОСТ Р 54475—2011 Трубы полимерные со структурированной стенкой и фасонные части к ним для систем наружной канализации. Технические условия
ГОСТ Р 58577 Правила установления нормативов допустимых выбросов загрязняющих веществ проектируемыми и действующими хозяйствующими субъектами и методы определения этих нормативов
ГОСТ Р ИСО 3126 Трубопроводы из пластмасс. Пластмассовые элементы трубопровода. Определение размеров
СП 399.1325800 Системы водоснабжения и канализации наружные из полимерных материалов. Правила проектирования и монтажа
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
В настоящем стандарте применены следующие термины с соответствующими определениями: 3.1
водозаборная скважина: Скважина для забора подземных вод, оборудованная, как правило, обсадными трубами и фильтром.
[ГОСТ 25151—82, статья 13]4.1.1 Трубы и фильтры должны соответствовать требованиям настоящего стандарта и быть изготовлены по конструкторской и технологической документации, утвержденной в установленном порядке.
Трубы и фильтры для хозяйственно-питьевого назначения должны соответствовать Единым санитарно-эпидемиологическим требованиям к продукции, подлежащей санитарно-эпидемиологическому надзору (контролю) [1].
4.1.2 Трубы изготавливают двух видов:
4.1.3 Трубы изготавливают со следующими видами резьбы:
4.1.4 Размеры и конструкция уплотнительного кольца должны обеспечивать герметичность резьбового соединения. Допускаются иные способы герметизации резьбового соединения при условии обеспечения требуемого уровня герметичности.
4.2.1 Труба и фильтр в сборе представлены на рисунке 1.


1 — труба; 2 — фильтр; е — толщина стенки; d — наружный диаметр; d5 — наружный диаметр раструба;
А, — длина трубы/фильтра = /2 + /3); /2 — эффективная длина трубы/фильтра после сборки (монтажная длина);
/3 — длина наружной резьбы; /4 — длина фильтрующей части фильтра; /5 — длина до фильтрующей части фильтра;
/6— длина внутренней резьбы; b — расстояние между щелями фильтра; w— ширина щели фильтра
Примечание — Количество щелей определяется конструкцией.
Рисунок 1 — Труба и фильтр в сборе
4.2.2 Размеры труб и фильтров с трубной резьбой с указанием их массы должны соответствовать значениям, представленным в таблицах 1—2.
4.2.3 Размеры труб и фильтров с трапецеидальной резьбой с указанием их массы должны соответствовать значениям, представленным в таблицах 3—4.
4.2.4 Размеры труб и фильтров с упорной конической резьбой с указанием их массы должны соответствовать указанным в таблицах 5—6.
4.2.5 Трубы и фильтры изготавливают в прямых отрезках эффективной длиной от 1 до 4 м кратностью 1 м, с предельным отклонением ±10 мм. По согласованию с потребителем допускается изготовление труб и фильтров другой эффективной длины и без фаски.
4.2.6 Рекомендации по подбору фильтра представлены в приложении В.
| Наружный диаметр d | Толщина стенки е | Минимальное проходное сечение* | Наружный диаметр раструба d5 max* | Длина фильтрующей части фильтра /4±50 | Длина до фильтра /5+зо | Монтажная длина труб и фильтров (/2 ± 10) | Резьба по ГОСТ 6211 | Овальность, не более | ||||||||
| Ном. | Пред, откл. | Ном. | Пред, откл. | |||||||||||||
| /2 = 1000 | /2 = 2000 | /2 = 3000 | /2 = 4000 | 1000 | 2000 | 3000 | 4000 | |||||||||
| Масса, включая резьбу, кг* | ||||||||||||||||
| 42 | +0,2 | 3,5 | +0,6 | 33 | 46 | 820 | 1820 | — | — | 60 | 0,7 | 1,4 | 2,0 | 2,6 | R/Rp 1 7д | 0,8 |
| 48 | +0,2 | 3,5 | +0,6 | 39 | 53 | 820 | 1820 | — | — | 60 | 0,8 | 1,5 | 2,1 | 2,9 | R/Rp 1 1/2 | 0,9 |
| 60 | +0,2 | 4,0 | +0,6 | 50 | 66 | 810 | 1810 | — | — | 70 | 1,1 | 2,1 | 3,1 | 4,1 | R/Rp 2 | 1,1 |
| 63 | +0,2 | 4,0 | +0,6 | 53 | 68 | 810 | 1810 | — | — | 71 | 1,2 | 2,2 | 3,3 | 4,4 | R/Rp 2 7д | 1,2 |
| 88 | +0,3 | 4,0 | +0,6 | 78 | 94 | 800 | 1800 | — | — | 80 | 1,7 | 3,3 | 4,9 | 6,5 | R/Rp 3 | 1,6 |
| 90 | +0,4 | 4,0 | +0,6 | 78 | 95 | 800 | 1800 | — | — | 80 | 1,7 | 3,3 | 5,0 | 6,7 | R/Rp 3 7д | 1,8 |
| 5,0 | 95 | 2,1 | 4,1 | 6,1 | 8,1 | |||||||||||
| 113 | +0,5 | 4,0 | +0,7 | 97 | 121 | 790 | 1790 | — | — | 90 | 2,1 | 4,2 | 6,4 | 8,5 | R/Rp 4 | 2,0 |
| 5,0 | +0,7 | 121 | 2,7 | 5,1 | 7,6 | 10,1 | R/Rp 4 | |||||||||
| 7,0 | +0,9 | 125 | 3,6 | 7,1 | 10,5 | 14,0 | R/Rp 4 | |||||||||
Таблица 1 — Размеры и массы труб и фильтров с трубной резьбой
Размеры в миллиметрах
* Справочная величина.
ГОСТ Р 71495—2024
| Наружный диаметр d | Толщина стенки е | Минимальное проходное сечение* | Минимальное число щелей в одной плоскости А/, шт. | Общая длина щелей в одной плоскости £аь | Ширина щели w | ||||||||
| Ном. | Пред, откл. | Ном. | Пред, откл. | q 2+0.06 | ?+о.об | О,5+0’1 | О,75+0’2 | 1,0+0 2 | 1,5+0’2 | 2,О+0’2 | |||
| Эффективная площадь щелей f, % 1) | |||||||||||||
| 42 | +0,2 | 3,5 | +0,6 | 33 | 3 | 75 | 3,7 | 5,2 | 6,0 | 9,1 | 9,4 | 9,7 | 12,1 |
| 48 | +0,2 | 3,5 | +0,6 | 39 | 3 | 85 | |||||||
| 60 | +0,2 | 4,0 | +0,6 | 50 | 3 | 108 | |||||||
| 63 | +0,2 | 4,0 | +0,6 | 53 | 3 | 115 | |||||||
| 88 | +0,3 | 4,0 | +0,6 | 78 | 3 | 168 | |||||||
| 90 | +0,4 | 4,0 | +0,6 | 78 | 3 | 172 | |||||||
| 5,0 | |||||||||||||
| 113 | +0,5 | 4,0 | +0,7 | 97 | 5 | 216 | |||||||
| 5,0 | +0,7 | ||||||||||||
| 7,0 | +0,9 | ||||||||||||
| Расстояние между щелями (перемычка)2) Ь±0,5 | 4 | 5,5 | 6,8 | 9,5 | |||||||||
Размеры в миллиметрах
* Справочная величина.
1) Расчет произведен с учетом половины допуска.
2) На каждую фильтрующую трубу допускается не более 10 широких перемычек до (Ь + 2) мм.
ГОСТ Р 71495—2024
| Наружный диаметр d | Толщина стенки е | Минимальное проходное сечение* | Наружный диаметр раструба, ^5 max | Длина фильтрующей части фильтра /4 ±50 | Длина до фильтра /5+зо | Монтажная длина труб и фильтров (/2±10) | Овальность, не более | ||||||||
| Ном. | Пред, откл. | Ном. | Пред, откл. | ||||||||||||
| /2 = 1000 | /2 = 2000 | /2 = 3000 | /2 = 4000 | 1000 | 2000 | 3000 | 4000 | ||||||||
| Масса, включая резьбу, кг* | |||||||||||||||
| 88 | +0,3 | 4,0 | +0,6 | 78 | 94 | 775 | 1775 | 2775 | 3775 | 80 | 1,7 | 3,3 | 4,9 | 6,5 | 1,6 |
| 90 | +0,4 | 4,0 | +0,6 | 78 | 95 | 775 | 1775 | 2775 | 3775 | 80 | 1,7 | 3,3 | 5,0 | 6,7 | 1,8 |
| 5,0 | 98 | 2,1 | 4,1 | 6,1 | 8,1 | ||||||||||
| 113 | +0,5 | 4,0 | +0,7 | 97 | 121 | 775 | 1775 | 2775 | 3775 | 95 | 2,1 | 4,2 | 6,4 | 8,5 | 2,0 |
| 5,0 | +0,7 | 121 | 2,7 | 5,1 | 7,6 | 10,1 | |||||||||
| 7,0 | +0,9 | 125 | 3,6 | 7,1 | 10,5 | 14.0 | |||||||||
| 116 | +0,5 | 4,0 | +0,7 | 104 | 121 | 775 | 1775 | 2775 | 3775 | 95 | 2,2 | 4,4 | 6,6 | 8,8 | 2,1 |
| 5,0 | + 0,7 | 121 | 2,7 | 5,4 | 8,2 | 10,8 | |||||||||
| 125 | +0,5 | 4,0 | +0,9 | 108 | 132 | 775 | 1775 | 2775 | 3775 | 95 | 2,4 | 4,8 | 7,2 | 9,6 | 2,3 |
| 5,0 | +0,9 | 132 | 3,0 | 5,8 | 8,6 | 11,4 | |||||||||
| 6,0 | +0,9 | 134 | 3,6 | 7,2 | 10,8 | 14,4 | |||||||||
| 7,5 | + 1,0 | 137 | 4,3 | 8,5 | 12,6 | 16,7 | |||||||||
| 129 | +0,5 | 8,0 | + 1,0 | 111 | 143 | 775 | 1775 | 2775 | 3775 | 95 | 4,7 | 9,4 | 14,1 | 18,8 | 2,3 |
| 140 | +0,6 | 5,5 | +0,9 | 122 | 149 | 710 | 1710 | 2710 | 3710 | 160 | 3,9 | 7,5 | 10,8 | 14,2 | 2,5 |
| 6,5 | +0,9 | 149 | 4,3 | 8,2 | 12,4 | 16,5 | |||||||||
| 8,0 | + 1,0 | 152 | 5,2 | 10,1 | 15.1 | 20.0 | |||||||||
| 158 | +0,6 | 11,0 | + 1,5 | 145 | 174 | 700 | 1700 | 2700 | 3700 | 170 | 8,3 | 16,1 | 24,4 | 32,7 | 2,8 |
| 165 | +0,6 | 7,5 | +1,0 | 143 | 176 | 700 | 1700 | 2700 | 3700 | 170 | 5,9 | 11,4 | 16,9 | 22,4 | 2,8 |
| 9,5 | + 1,2 | 180 | 7,3 | 14,2 | 12.1 | 27.9 | |||||||||
| 170 | +0,6 | 8,0 | + 1,0 | 152 | 184 | 700 | 1700 | 2700 | 3700 | 170 | 6,4 | 12,8 | 19,2 | 25,6 | 3,1 |
Таблица 3 — Размеры и массы труб и фильтров с трапецеидальной резьбой
Размеры в миллиметрах
ГОСТ Р 71495—2024
00 Окончание таблицы 3
Размеры в миллиметрах
| Наружный диаметр d | Толщина стенки е | Минимальное проходное сечение* | Наружный диаметр раструба, ^5 max | Длина фильтрующей части фильтра /4 ±50 | Длина до фильтра /5+зо | Монтажная длина труб и фильтров (/2±10) | Овальность, не более | ||||||||
| Ном. | Пред, откл. | Ном. | Пред, откл. | ||||||||||||
| /2 = 1000 | /2 = 2000 | /2 = 3000 | /2 = 4000 | 1000 | 2000 | 3000 | 4000 | ||||||||
| Масса, включая резьбу, кг* | |||||||||||||||
| 195 | +0,7 | 8,5 | + 1,2 | 165 | 205 | 695 | 1695 | 2695 | 3695 | 175 | 7,5 | 14,5 | 21,6 | 28,6 | 3,5 |
| 11,5 | + 1,8 | 211 | 10,4 | 20,3 | 30,0 | 39,9 | |||||||||
| 13,0 | + 1,8 | 212 | 10,5 | 12,9 | 31,4 | 45,8 | |||||||||
| 200 | +0,7 | 9,6 | + 1,2 | 168 | 224 | 695 | 1695 | 2695 | 3695 | 175 | 8,7 | 17,4 | 26.1 | 34,8 | 3,6 |
| 14,0 | + 1,8 | 226 | 12,5 | 24,9 | 37,4 | 49,8 | |||||||||
| 225 | +0,7 | 10,0 | + 1,2 | 195 | 241 | 690 | 1690 | 2690 | 3690 | 180 | 10,7 | 20,7 | 30,7 | 40,7 | 4,0 |
| 13,0 | + 1,8 | 247 | 13,7 | 26.5 | 39,4 | 52,5 | |||||||||
| 280 | +0,7 | 12,5 | + 1,5 | 238 | 297 | 640 | 1640 | 2640 | 3640 | 220 | 16,9 | 32,4 | 48,0 | 63,5 | 6,7 |
| 18,5 | +2,1 | 309 | 24,0 | 45,9 | 70,0 | 94,0 | |||||||||
| 330 | +0,8 | 14,5 | + 1,7 | 288 | 350 | 640 | 1640 | 2640 | 3640 | 220 | 23.0 | 44,3 | 65,6 | 86,8 | 7,9 |
| 19,0 | +2,0 | 359 | 29,7 | 57,1 | 84,5 | 112,0 | |||||||||
| 400 | +0,9 | 17,5 | +2,0 | 352 | 425 | 620 | 1620 | 2620 | 3620 | 240 | 33,7 | 64,8 | 95,8 | 126,8 | 9,6 |
| 19,1 | +2,2 | —** | 34,6 | 68,8 | 103,0 | 137,2 | |||||||||
| 21.5 | +2,2 | 433 | 40,9 | 78,6 | 116,2 | 153,9 | |||||||||
| 450 | +1,0 | 19,5 | +2,2 | 397 | 475 | 620 | 1620 | 2620 | 3620 | 240 | 42,6 | 81,5 | 125,0 | 159,4 | 10,8 |
| 23,5 | +2,6 | 490 | 50,3 | 97,2 | 143,6 | 190,0 | |||||||||
* Справочная величина.
** Без раструба.
ГОСТ Р 71495—2024
со
| Наружный диаметр d | Толщина стенки е | Минимальное проходное сечение* | Минимальное число щелей в одной плоскости N, шт. | Общая длина щелей в одной плоскости* | Ширина щели w | |||||||||
| Ном. | Пред, откл. | Ном. | Пред, откл. | О,2+0’3 | 0,з+°.°6 | 0,5+°’1 | 0,75+°’2 | 1,0+°’2 | 1,5+0‘2 | 2,0+°’2 | З,о+0’3 | |||
| Эффективная площадь щелей f, % 1) | ||||||||||||||
| 88 | +0,3 | 4,0 | +0,6 | 78 | 3 | 168 | 3,7 | 5,2 | 6,0 | 9,1 | 9,4 | 9,7 | 12,1 | — |
| 90 | +0,4 | 4,0 | +0,6 | 78 | 3 | 162 | ||||||||
| 5,0 | 152 | |||||||||||||
| 113 | +0,5 | 4,0 | +0,7 | 97 | 5 | 226 | ||||||||
| 5,0 | +0,7 | 216 | ||||||||||||
| 7,0 | +0,9 | 206 | ||||||||||||
| 116 | +0,5 | 4,0 | +0,7 | 104 | 5 | 211 | ||||||||
| 5,0 | +0,7 | |||||||||||||
| 125 | +0,5 | 4,0 | +0,9 | 108 | 5 | 240 | ||||||||
| 5,0 | +0,9 | 240 | ||||||||||||
| 6,0 | +0,9 | 235 | ||||||||||||
| 7,5 | + 1,0 | 230 | — | |||||||||||
| 129 | +0,5 | 8,0 | + 1,0 | 111 | 5 | 237 | — | |||||||
| 140 | +0,6 | 5,5 | +0,9 | 122 | 5 | 250 | — | 4,7 | 5,6 | 8,2 | 8,5 | 8,8 | 11,0 | 13,5 |
| 6,5 | +0,9 | 240 | — | |||||||||||
| 8,0 | + 1,0 | 235 | — | — | ||||||||||
| 158 | +0,6 | 11,0 | + 1,5 | 145 | 5 | 273 | — | — | ||||||
| 165 | +0,6 | 7,5 | + 1,0 | 143 | 5 | 285 | — | — | ||||||
| 9,5 | + 1,2 | 278 | — | — | ||||||||||
| 170 | +0,6 | 8,0 | + 1,0 | 152 | 5 | 282 | — | — | ||||||
Таблица 4 — Размеры фильтров с трапецеидальной резьбой
Размеры в миллиметрах
ГОСТ Р 71495—2024
Окончание таблицы 4
| Наружный диаметр d | Толщина стенки е | Минимальное проходное сечение* | Минимальное число щелей в одной плоскости N, шт. | Общая длина щелей в одной плоскости* Yab | Ширина щели w | |||||||||
| Ном. | Пред, откл. | Ном. | Пред, откл. | О,2+0’3 | 0,з+°.°6 | 0,5+°’1 | 0,75+°’2 | 1,0+°’2 | 1,5+°.2 | 2,0+°’2 | 3,0+°’3 | |||
| Эффективная площадь щелей f, % О | ||||||||||||||
| 195 | +0,7 | 8,5 | + 1,2 | 165 | 6 | 340 | — | — | — | 8,3 | 8,5 | 8,8 | 11,0 | 13,5 |
| 11,5 | + 1,8 | 330 | — | — | — | |||||||||
| 13,0 | + 1,8 | 320 | — | — | — | |||||||||
| 200 | +0,7 | 9,6 | + 1,2 | 168 | 6 | 310 | — | — | — | — | 8,5 | 8,8 | 11,0 | 13,5 |
| 14,0 | + 1,8 | 300 | — | — | — | — | ||||||||
| 225 | +0,7 | 10,0 | + 1,2 | 195 | 6 | 390 | — | — | — | — | ||||
| 13,0 | + 1,8 | 380 | — | — | — | — | ||||||||
| 280 | +0,7 | 12,5 | + 1,5 | 238 | 6 | 450 | — | — | — | 7,6 | 7,9 | 8,1 | 10,2 | 12,5 |
| 18,5 | +2,1 | 435 | — | — | — | — | ||||||||
| 330 | +0,8 | 14,5 | + 1,7 | 288 | 6 | 530 | — | — | — | 7,6 | ||||
| 19.0 | +2,0 | 512 | — | — | — | |||||||||
| 400 | +0,9 | 17,5 | +2,0 | 352 | 8 | 640 | — | — | — | — | ||||
| 19,1 | +2,2 | 630 | — | — | — | — | ||||||||
| 21,5 | +2,2 | 626 | — | — | — | — | ||||||||
| 450 | + 1,0 | 19,5 | +2,2 | 397 | 8 | 720 | — | — | — | — | ||||
| 23,5 | +2,6 | 706 | — | — | — | — | ||||||||
| Расстояние между щелями (перемычка)2) б±0’5 | 4 | 5,5 | 6.8 | 9,5 | 9,5 | 11,0 | ||||||||
Размеры в миллиметрах
* Справочная величина.
1) Расчет произведен с учетом половины допуска.
2) На каждую фильтрующую трубу допускается не более 10 широких перемычек до (б + 2) мм.
ГОСТ Р 71495—2024
Таблица 5 — Размеры и массы труб и фильтров с упорной конической резьбой
| Наружный диаметр d | Толщина стенки е | Минимальное проходное сечение | Минимальное число щелей в одной плоскости N | Общая длина щелей в одной плоскости* X аь | Ширина щели w | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 о т | Пред, откл. | Ном. | Пред, откл. | О,2+0’3 | 0,з+°.°6 | 0,5+°-1 | 0,75+°’2 | 1,0+°’2 | 1,5+0,2 | +0,2 2,0 | +0,3 3,0 | |||
| Эффективная площадь щелей f, % 1> | ||||||||||||||
| 90 | +0,4 | 8,0 | +0,6 | 72 | 3 | 132 | 3,7 | 5,2 | 6,0 | 9,1 | 9,4 | 9,7 | 12,1 | — |
| 113 | +0,5 | 10,0 | +0.9 | 91 | 5 | 186 | ||||||||
| 140 | +0.6 | 10,0 | +1,0 | 118 | 5 | 215 | — | — | 5,6 | 8,2 | 8,5 | 8,8 | 11,0 | 13,5 |
| 195 | +0,7 | 14,0 | +1,8 | 163 | 6 | 315 | — | — | — | 8,3 | ||||
| Расстояние между щелями (перемычка)2) Ь±0’5 | 4 | 5,5 | 6,8 | 9,5 | 9,5 | 11,0 | ||||||||
Таблица 6 — Размеры фильтров с упорной конической резьбой
Размеры в миллиметрах
ГОСТ Р 71495—2024
Размеры в миллиметрах
| Наружный диаметр d | Толщина стенки е | Минимальное проходное сечение* | Наружный диаметр раструба ^5 max | Длина фильтрующей части фильтра /4 ±50 | Длина до фильтра /5+30 | Монтажная длина труб и фильтров f/2±10) | Овальность, не более | ||||||||
| S
О ZE |
Пред, откл. | Ном. | Пред, откл. | ||||||||||||
| /2 = 1000 | /2 = 2000 | /2 = 3000 | /2 = 4000 | 1000 | 2000 | 3000 | 4000 | ||||||||
| Масса, включая резьбу, кг* | |||||||||||||||
| 90 | +0,4 | 8,0 | +0,6 | 72 | 110 | 775 | 1775 | 2775 | 3775 | 80 | 3,1 | 6,1 | 9,2 | 12,2 | 1,8 |
| 113 | +0,5 | 10,0 | +0,9 | 91 | 135 | 790 | 1790 | 2775 | 3775 | 90 | 4,9 | 9,7 | 14,5 | 19,3 | 2,0 |
| 140 | +0,6 | 10,0 | + 1,0 | 118 | 154 | 710 | 1710 | 2710 | 3710 | 160 | 6,2 | 12,3 | 18,4 | 24,4 | 2,5 |
| 195 | +0,7 | 14,0 | + 1,8 | 163 | 214 | 695 | 1695 | 2695 | 3695 | 175 | 12,2 | 24,2 | 36,1 | 48,1 | 3,5 |
| * Справочная величина. | |||||||||||||||
4.3.1 Условное обозначение трубы состоит из слов «труба обсадная», сокращенного наименования материала (непластифицированный поливинилхлорид — НПВХ, непластифицированный поливинилхлорид с модификатором ударной прочности — НПВХ-М), тире, наличия раструба «Р», тире, типа резьбы, номинального наружного диаметра, «х», номинальной толщины стенки, назначения трубы: хозяйственно-питьевого назначения обозначают словом «питьевая», в остальных случаях — «техническая», обозначения настоящего стандарта.
Примеры условных обозначений
Труба из НПВХ без раструба с трапецеидальной резьбой, номинальным наружным диаметром 165 мм, номинальной толщиной стенки 7,5 мм, хозяйственно-питьевого назначения:
Труба обсадная НПВХ-TR 165*7,5 питьевая ГОСТ Р 71495—2024
Труба из НПВХ с раструбом с трапецеидальной резьбой, номинальным наружным диаметром 125 мм, номинальной толщиной стенки 5,0 мм, технического назначения:
Труба обсадная НПВХ-P-TR 125*5,0 техническая ГОСТ Р 71495—2024
Труба из НПВХ-М с раструбом с конической упорной резьбой, номинальным наружным диаметром 90 мм, номинальной толщиной стенки 8,0 мм, хозяйственно-питьевого назначения:
Труба обсадная НПВХ-М-Р-К 90*8,0 питьевая ГОСТ Р 71495—2024
Труба из НПВХ с раструбом с трубной резьбой, номинальным наружным диаметром 60 мм, номинальной толщиной стенки 4,0 мм, хозяйственно-питьевого назначения:
Труба обсадная HHBX-P-R/Rp2 60*4,0 питьевая ГОСТ Р 71495—2024
4.3.2 Условное обозначение фильтра состоит из слова «фильтр», сокращенного наименования материала (НПВХ или НПВХ-М), тире, наличия раструба «Р», тире, типа резьбы, номинального наружного диаметра, «х», номинальной толщины стенки, знака дроби, ширины щели, назначения трубы: хозяйственно-питьевого назначения обозначают словом «питьевой», в остальных случаях — «технический», обозначения настоящего стандарта.
Условное обозначение фильтра из НПВХ без раструба с трапецеидальной резьбой, номинальным наружным диаметром 125 мм, номинальной толщиной стенки 7,5 мм с шириной щелей 2,0 мм, хозяйственно-питьевого назначения:
Фильтр НПВХ-TR 125*7,5/2,0 питьевой ГОСТ Р 71495—2024
Трубы и фильтры должны соответствовать требованиям, указанным в таблице 7.
Таблица 7 — Технические требования
| Наименование показателя | Значение | Метод испытания |
| 1 Внешний вид поверхности | Трубы и фильтры должны иметь ровную и гладкую наружную и внутреннюю поверхности. На поверхности допускаются незначительные продольные полосы и волнистость, не выводящие толщину стенки за пределы допускаемых отклонений. На наружной, внутренней и торцевой поверхностях труб и фильтров не допускаются пузыри, трещины, сколы, раковины и посторонние включения, видимые без увеличительных приборов.
Торцы труб и фильтров должны быть перпендикулярны оси трубы или фильтра и зачищены от заусенцев. Не допускается наличие заусенцев в щелях фильтра. Цвет труб и фильтров — голубой, оттенки не регламентируются |
По 8.2 |
| 2 Размеры | Размеры труб и фильтров должны соответствовать указанным в таблицах 1—6.
Размеры труб без раструба должны соответствовать нормативной документации изготовителя |
По 8.3 |
| 3 Качество резьбы | На поверхности резьбы не допускаются вмятины, заусенцы, сколы, надрезы, риски и любые другие дефекты, которые нарушают непрерывность витков | По 8.4 |
| 4 Предел текучести при растяжении**, МПа | 45—50 | По 8.5 |
| 5 Модуль упругости при изгибе**, МПа | 2500—3000 | По 8.6 |
| 6 Ударная вязкость по Шарпи без надреза**, количество разрушившихся образцов, %, не более | 10 | По 8.7 |
| 7 Ударная вязкость по Шарпи на образцах с надрезом**, кДж/м2 | 3—8 | По 8.8 |
| 8 Ударная прочность при минус 23 °C*, количество разрушившихся образцов, %, не более** | 10 | По 8.9 |
| 9 Герметичность резьбового соединения** | Без протечек в течение 1 ч при внутреннем давлении 1 МПа | По 8.10 |
|
||
5.2.1 Трубы и фильтры должны быть изготовлены из композиции на основе суспензионного поливинилхлорида со значением К не менее 66, определенному по ГОСТ 14040.
5.2.2 Допускается изготавливать трубы и фильтры с использованием вторичного сырья той же композиции в количестве не более 10 %, образующегося при собственном производстве труб и фильтров по настоящему стандарту для труб хозяйственно-питьевого назначения.
Для труб и фильтров технического назначения допускается применение до 100 % вторичного сырья, образующегося при собственном производстве труб и фильтров по настоящему стандарту.
Использование вторичного сырья со сторонних площадок не допускается.
5.2.3 В комплект поставки могут входить уплотнительные кольца, виды которых определяет производитель по согласованию с потребителем. Характеристики уплотнительных колец должны соответствовать требованиям нормативно-технической документации на эти изделия.
5.3.1 Маркировку наносят на поверхность трубы методом цветной печати или иным способом, обеспечивающим ее сохранность в процессе транспортирования, хранения, монтажа и эксплуатации и не ухудшающим качество изделия.
Каждая труба должна иметь маркировку, которую наносят с интервалом не более 1,5 м.
Маркировка содержит:
Допускается в маркировку включать дополнительную информацию, например номер партии, номер линии, номер смены, место изготовления.
Цвет маркировки должен отличаться от цвета трубы при нанесении методом цветной печати. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
Примечание — Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, зачистка поверхности или применение моющих средств, за исключением согласованных или установленных изготовителем.
5.3.2 Маркировку на фильтр наносят в виде ярлыка. Ярлыком должен быть снабжен каждый фильтр.
Маркировка содержит:
Допускается в маркировку включать дополнительную информацию, например номер партии, номер линии, номер смены, место изготовления. На фильтре допускается наличие остаточной маркировки трубы, из которой он был изготовлен.
5.4.1 Упаковка должна обеспечивать сохранность труб и фильтров и безопасность погрузочноразгрузочных работ.
По согласованию с потребителем для предотвращения повреждения резьбы при транспортировании торцы могут быть защищены технологическими заглушками. Допускается использовать другой упаковочный материал, обеспечивающий сохранность резьбы.
5.4.2 Трубы и фильтры связывают в пакеты массой до 2 т не менее чем в двух местах при длине труб до 3 м включительно и не менее чем в трех местах при длине труб более 3 м.
Пакеты скрепляют средствами по ГОСТ 21650 или другими, которые обеспечивают надежность крепления и не ухудшают качество поверхности.
По согласованию с потребителем допускается проводить отгрузку без формирования пакетов.
5.4.3 На каждое грузовое место наносят транспортную маркировку по ГОСТ 14192 закрепляют ярлык, содержащий следующую информацию:
Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны производственных помещений и класс опасности по ГОСТ 12.1.005 приведены в таблице 8.
Таблица 8
| Наименование продукта | Предельно допустимая концентрация, мг/м3 | Класс опасности | Действие на организм |
| Винила хлорид (хлорэтилен) | 5/1 | 1 | Выраженное раздражающее сенсибилизирующее |
| Водорода хлорид | 5 | 2 | Общетоксическое |
| Углерода оксид | 20 | 4 | То же |
| Аэрозол ь поливинилхлорида | 6 | 3 | То же |
С целью предотвращения загрязнения атмосферы в процессе производства труб и фильтров необходимо выполнять требования ГОСТ Р 58577.
Трубы и фильтры отбирают в виде проб — отрезков труб длиной, достаточной для получения образцов, в количестве, установленном методом испытания. Отбор проб проводят методом случайной выборки. Допускается у изготовителя формировать объем выборки равномерно в процессе производства.
Для проведения испытаний труб и фильтров (кроме приемо-сдаточных) выбирают по одному типовому представителю от каждой группы в соответствии с таблицей 9.
Таблица 9 — Группы труб
Размеры в миллиметрах
| Группа | Номинальный наружный диаметр |
| 1 | 42 < d < 88 |
| 2 | 90<d< 195 |
| 3 | 200 < d <450 |
7.3.1 При постановке на производство и/или изменении процесса производства проводят типовые испытания в соответствии с таблицей 10.
При получении неудовлетворительных результатов типовых испытаний проводят повторные испытания по показателю несоответствия на удвоенном количестве образцов, изготовленных из проб, отобранных от той же партии. При неудовлетворительных результатах повторных типовых испытаний продукцию считают не соответствующей требованиям настоящего стандарта.
7.3.2 Приемо-сдаточные испытания проводят на каждой партии в соответствии с таблицей 10.
Для проведения испытаний от партии отбирают пробы методом случайной выборки в виде отрезков труб в количестве, указанном в таблице 10. Длина пробы зависит от количества образцов для каждого вида испытаний. Допускается формировать объем выборки равномерно в процессе производства.
При получении неудовлетворительных результатов приемо-сдаточных испытаний проводят повторные испытания по показателю несоответствия на удвоенном количестве образцов, изготовленных из проб, отобранных от той же партии. В случае получения неудовлетворительных результатов повторных испытаний партию бракуют.
7.3.3 Для контроля стабильности качества продукции и возможности продолжения ее выпуска проводят периодические испытания в соответствии с таблицей 10.
Периодические испытания проводят на выборке, отобранной от партии, прошедшей приемо-сдаточные испытания. Длина пробы зависит от количества образцов для каждого вида испытаний.
При получении положительных результатов периодических испытаний качество труб и фильтров контролируемого периода считается подтвержденным до получения результатов очередных (последующих) периодических испытаний.
При получении неудовлетворительных результатов периодических испытаний проводят повторные испытания по показателю несоответствия на удвоенном количестве образцов, изготовленных из проб, отобранных от той же партии. В случае получения неудовлетворительных результатов повторных периодических испытаний партию бракуют.
Выпуск продукции может быть продолжен после выявления и устранения причин, приведших к несоответствию, и получения положительного результата испытаний по данному показателю.
Таблица 10 — Перечень испытаний
| Наименование показателя | Вид испытания | Частота контроля | Объем выборки | ||
| Типовые | Приемосдаточные | Периодические | |||
| Внешний вид поверхности | + | + | — | Каждая партия | 5 проб |
| Размеры | + | + | — | Каждая партия | 5 проб |
| Качество резьбы | + | + | — | Каждая партия | 5 проб |
| Предел текучести при растяжении*’ | + | + | — | Каждая партия | 3 пробы |
| Модуль упругости при изгибе ” | + | — | + | 1 раз в 12 мес и при изменении композиции | 2 пробы |
| Ударная вязкость по Шарпи без надреза” | + | + | — | Каждая партия | 3 пробы |
| Ударная вязкость по Шарпи на образцах с надрезом” | + | — | — | При изменении композиции | 3 пробы |
| Ударная прочность при минус 23 °C * | + | + | — | Каждая партия | 3 пробы |
| Герметичность резьбового соединения” | + | + | — | Каждая партия | 1 проба |
* Только для труб, заявленных как морозостойкие.
** Испытание проводят только на трубах.
Испытания труб проводят не ранее, чем через 8 ч после изготовления, включая время кондиционирования. Кондиционирование образцов проводят при температуре (21 ± 5) °C, если иное не указано в методе испытаний.
Результаты испытаний труб распространяют на фильтры.
В целях контроля качества в процессе производства допускается внешний вид проверять сравнением контролируемого изделия с образцом-эталоном, утвержденным в установленном порядке. Порядок оформления и утверждения контрольных образцов внешнего вида — в соответствии с приложением Г.
8.3.1 Размеры определяют при температуре (23 ± 5) °C. Перед испытанием образцы выдерживают при указанной температуре в течение не менее 2 ч.
8.3.2 Применяемые средства измерений должны обеспечивать необходимую точность и диапазон измерений и поверяться в установленном порядке.
8.3.3 Диаметр и толщину стенки определяют до нанесения резьбы.
8.3.4 Средний внутренний и наружный диаметры резьбы определяют в двух сечениях на первом- втором от торца витков резьбы штангенциркулем по ГОСТ 166 или иными средствами при условии обеспечения необходимой точности измерения. Полученные значения среднего внутреннего и наружного диаметра должны соответствовать значениям, указанным в технологической карте, составленной в соответствии с чертежом на резьбу.
8.3.5 Требуемые размеры щелей обеспечиваются применяемым оборудованием.
Для определения параметров резьбы, а также точности нарезки и состояния элементов резьбового соединения следует использовать резьбомер.
Перед изготовлением образца полосу, вырезанную из пробы, распрямляют, нагревая при температуре 125 °C — 130 °C в течение времени из расчета не менее 2 мин на 1 мм толщины, после чего помещают между двумя металлическими пластинами и прикладывают нагрузку 0,5-1 кгс/см. При использовании штампа-просечки его подогревают при указанной температуре. Толщина образца должна быть равна толщине стенки трубы:
Испытание проводят на 10 образцах в виде брусков, изготовленных из трех проб. Образцы изготавливают механическим способом в продольном направлении, при этом кромки должны быть ровными и не иметь сколов, трещин, заусенцев. Размеры образцов должны соответствовать значениям, указанным в таблице 11.
Таблица 11—Размеры образцов
Размеры в миллиметрах
| Номин. наружный диаметр dn | Номин. толщина стенки е | Тип образца* | Размеры образца | Расстояние между опорами | Потенциальная энергия маятника, Дж | ||
| Длина | Ширина | Толщина | |||||
| 42 < d < 88 | е | 2 | 50 ± 1 | 6 ±0,2 | е | 40 ±0,5 | 15 |
| >90 | <9,5 | 2 | 50 ± 1 | 6 ±0,2 | е | 40 ±0,5 | 15 |
| >90 | > 9,5 | 3 | 120 ±2 | 15 ±0,5 | е | 70 ±0,5 | 50 |
Перед испытанием образцы кондиционируют при температуре (23 ± 5) °C при толщине стенки трубы е < 8,6 мм — не менее 60 мин в воздушной среде, при толщине стенки трубы е > 8,6 — не менее 120 мин в воздушной среде.
Образец помещают на опоры маятникового копра и наносят удар по наружной поверхности трубы.
Если при испытании разрушается более одного образца, дополнительно испытывают 20 образцов, изготовленных из трех проб.
За результат испытания принимают отношение количества разрушившихся образцов к общему количеству испытанных образцов, выраженное в процентах.
Таблица 12
| Номинальный наружный диаметр d, мм | Масса падающего груза*, кг |
| d< 125 | 1,0 |
| 125 < d < 195 | 2,0 |
| d> 195 | 3,2 |
| * Допускаемое отклонение: + 0,5 %. |
Образец для испытания представляет собой резьбовое соединение, включающее два отрезка трубы с внутренней и наружной резьбой, свободная длина образца для испытания должна быть не менее 1 м. Подготовку образца для испытания проводят по ГОСТ ISO 1167-4 и согласно инструкции изготовителя. Наличие или отсутствие уплотнительного кольца или иного средства герметизации должно быть отражено в протоколе испытания, смазку не применяют. Отбор проб для подготовки образца проводят методом случайной выборки.
Испытание проводят на одном образце резьбового соединения с применением уплотнительного кольца или иного средства герметизации. Среда испытания — «вода в воде». Применяют заглушки типа В. Перед началом испытания подготовленный образец кондиционируют в водной среде при температуре (20 ± 2) °C в течение не менее 2 ч. Затем образец нагружают внутренним давлением 1 МПа (10 бар) и выдерживают в течение не менее 1 ч.
За положительный результат испытания принимают отсутствие протечек.
Трубы и фильтры, особенно резьбовые соединения, имеют высокую точность изготовления и требуют бережного обращения. При транспортировании, выполнении погрузочно-разгрузочных операций и хранении для защиты резьбы рекомендуется использовать технологические заглушки или иной защитный материал.
9.1.1 Трубы и фильтры транспортируют любым видом транспорта в соответствии с ГОСТ 26653, ГОСТ 22235, нормативно-правовыми актами и правилами перевозки грузов, а также техническими условиями погрузки и крепления грузов, действующими на соответствующем виде транспорта.
9.1.2 При транспортировании железнодорожным транспортом масса пакета должна быть не более 1,25 т. При погрузке на платформы рекомендуется:
9.1.3 При транспортировании водным видом транспорта должно быть обеспечено надлежащее проведение погрузки и разгрузки судов. Необходимо применять средства крепления труб и фильтров, предохраняющие их от перемещения во время крена судна, соприкосновения с трюмной водой и расположения рядом с вредными химическими и другими веществами. Недопустимы протаскивание труб и фильтров волоком по штабелю, зацепления технологических заглушек при их наличии, а также удары о края люков или поручней судна.
9.1.4 При транспортировании автомобильным видом транспорта рекомендуется:
9.1.5 При транспортировании труб и фильтров воздушным видом транспорта рекомендуется:
9.2.1 При погрузке и разгрузке труб и фильтров запрещается сбрасывать их с высоты и перетаскивать волоком или иным способом, приводящим к их повреждению.
9.2.2 При разгрузке труб и фильтров вручную рекомендуется использовать канатные петли. Скатывать трубы и фильтры необходимо по направляющим параллельно штабелю, не допуская слишком быстрого перемещения и соударения концов отрезков, которые могут привести к повреждению резьбы даже при наличии технологических заглушек.
9.2.3 При использовании подъемных кранов для погрузки-разгрузки длинномерных отрезков рекомендуется применять широкозахватные траверсы со стропами в соответствии с утвержденными схемами строповки.
9.2.4 Не рекомендуется разгружать трубы и фильтры на грунт, рельсы, стальной или бетонный пол.
Трубы и фильтры следует хранить в складских помещениях или на специально подготовленных складских площадках. На буровой площадке должен быть организован специальный участок для складирования труб. При хранении труб и фильтров должны соблюдаться следующие рекомендации:
Условия хранения труб и фильтров по ГОСТ 15150—69 (раздел 10), в условиях 5 (ОЖ4) (навесы). Допускается хранение труб и фильтров в условиях 8 (ОЖЗ) (открытые площадки) сроком не более 6 мес.
10.1.1 Подготовку труб и фильтров к спуску в скважину проводят на трубных базах или специальных площадках.
10.1.2 При подготовке труб и фильтров для свинчивания в обсадную колонну рекомендуется выполнять следующие основные действия:
10.2.1 Монтаж труб и фильтров производят согласно СП 399.1325800.
10.2.2 Все работы по сборке обсадной колонны следует проводить по утвержденному плану работ, составленному в соответствии с рабочим проектом. В плане работ необходимо указать очередность спуска труб в скважину. Сборка должна быть выполнена квалифицированным персоналом, прошедшим обучение.
10.2.3 Перед спуском должна быть проверена соосность оси трубы и оси скважины.
10.2.4 Для герметизации ствола скважины применяют уплотнительное кольцо. Герметичность соединения достигается за счет сжатия уплотнительного кольца между стенками труб. Уплотнительное кольцо позволяет частично компенсировать несовпадение осей соединяемых частей.
При монтаже с использованием уплотнительного кольца необходимо очистить торцы от загрязнений (песка, грязи, пыли).
10.2.5 В качестве герметика резьбовых соединений возможно применение клеев с различным сроком схватывания. Применение клеев позволяет получить абсолютно герметичную по всей длине эксплуатационную обсадную колонну. Предпочтительно применять клеи с длительным сроком отвердения, позволяющие производить подъем колоны из скважины с раскручиванием труб. Такие трубы после очистки резьбовых соединений допускается использовать повторно. Перед нанесением клея резьбовые поверхности обязательно очищают от грязи и вытирают насухо.
Работы по склеиванию следует производить при температуре наружного воздуха от 5 °C до 35 °C. Место работы должно быть защищено от воздействия атмосферных осадков и пыли.
10.2.6 Для свинчивания труб и фильтров допускается использовать механические ручные ключи, но предпочтительнее использовать ременные инструменты, изготовленные из синтетических материалов. Перетягивать резьбу после характерного щелчка, свидетельствующего о полном сопряжении резьбовых поверхностей, категорически запрещено. Спуск в скважину проводят с применением инструмента, исключающего возникновение микротрещин или разрушений в трубах/фильтрах в процессе их свинчивания.
10.2.7 Обсадную колонну устанавливают на глубину до 100 м без снижения эксплуатационных характеристик.
10.2.8 Обсадную колонну, предназначенную для системы хозяйственно-питьевого водоснабжения, по окончании монтажа необходимо промыть водой до тех пор, пока в воде на выходе из системы не останется механических взвесей.
10.2.9 Жесткость обсадной колонны может быть увеличена за счет заполнения пространства между обсадной колонной и наружным диаметром отверстия скважины высококачественным бетоном (бентонитом). Сверху обсадную колонну закрывают оголовком, обеспечивающим герметичность, необходимую для работы насоса.
Приложение А
(обязательное)
Размеры и профиль трапецеидальной резьбы
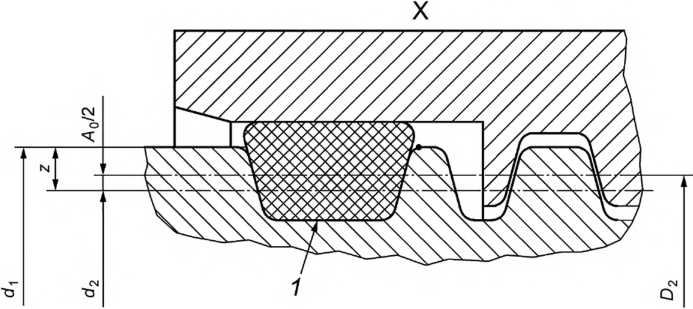
А.1 Размеры и профиль трапецеидальной резьбы для труб и фильтров номинальным наружным диаметром от 88 до 225 мм включительно указаны на рисунке А.1 и в таблице А.1. По согласованию возможно изготовление труб без фаски и канавки под уплотнительное кольцо, в этом случае для обеспечения герметичности применяют иные средства герметизации.


1 — профиль канавки для уплотнительного кольца
Рисунок А.1 — Трапецеидальная резьба для труб и фильтров
номинальным наружным диаметром от 88 до 225 мм
£ Таблица А.1
| Номинальный наружный диаметр dn | di | d2* | d3* | Di | d2* | D | ||
| Ном. | Пред, откл. | Ном. | Пред, откл | |||||
| 88 | 87,5 | -0,2 | 85,0 | 83,5 | 84,5 | +0,2 | 87 | 88 |
| 90 | 89,5 | 87,0 | 85,5 | 86,5 | 89,0 | 9С | ||
| 113 | 112,7 | 110,2 | 108,7 | 109,7 | 112,2 | 11 | ||
| 125 | 124,7 | 122,2 | 120,7 | 121,7 | 124,2 | 12 | ||
| 129 | 128,7 | 126,2 | 124,7 | 125,7 | 128,2 | 12 | ||
| 140 | 139,5 | 136,4 | 134,3 | 135,3 | 138,4 | 14 | ||
| 158 | 157,5 | 154,4 | 152,3 | 153,3 | 156,4 | 15 | ||
| 165 | 164,5 | 161,4 | 159,3 | 160,3 | 163,4 | 16 | ||
| 170 | 169,5 | 166,4 | 164,3 | 165,3 | 168,4 | 17 | ||
| 195 | 194,5 | 191,4 | 189,3 | 190,3 | 193,4 | 19 | ||
| 200 | 199,5 | 196,4 | 194,3 | 195,3 | 198,4 | 20 | ||
| 225 | 224,5 | 221,4 | 219,3 | 220,3 | 223,4 | 22 | ||
| * Справочная величина. | ||||||||
| 4 | Z* | /73 = Н4 | /з* | /б* | |||||
| Ном. | Пред, откл | Ном. | Пред, откл | Ном. | Пред, откл. | Ном. | Пред, откл. | ||
| ,5 | 90,5 | +0,2 | 1,25 | 2,0 | -0,1 | 47,0 | -4,0 | 48,5 | +4,0 |
| ,6 | 92,5 | 1,25 | 2.0 | 47,0 | 48,5 | ||||
| 3,7 | 115,7 | 1,25 | 2,0 | 47,0 | 48,5 | ||||
| 5,7 | 127,7 | 1,25 | 2,0 | 47,0 | 48,5 | ||||
| 9,7 | 131,7 | 1,25 | 2,0 | 47,0 | 48,5 | ||||
| 0,5 | 141,3 | 1,55 | 2,6 | 62,0 | 63,5 | ||||
| В,5 | 159,3 | 1,55 | 2,6 | 62,0 | 63,5 | ||||
| 5,5 | 166,3 | 1,55 | 2,6 | 62,0 | 63,5 | ||||
| 3,5 | 171,3 | 1,55 | 2,6 | 62,0 | 63,5 | ||||
| 5,5 | 196,3 | 1,55 | 2,6 | 62,0 | 63,5 | ||||
| 3,5 | 201,3 | 1,55 | 2,6 | 62,0 | 63,5 | ||||
| 5,5 | 226,3 | 1,55 | 2,6 | 72,0 | 75,0 | ||||
В миллиметрах
ГОСТ Р 71495—2024
А.2 Размеры и профиль трапецеидальной резьбы для труб и фильтров номинальным наружным диаметром от 280 до 450 мм включительно указаны на рисунке А.2 и в таблице А.2.

1 — профиль канавки для уплотнительного кольца
Рисунок А.2 — Трапецеидальная резьба для труб и фильтров
номинальным наружным диаметром от 280 до 450 мм
Таблица А.2
| Номинальный наружный диаметр dn | d2* | d3* | Oi | d2* | ||||
| Ном. | Пред, откл | Ном. | Пред, откл | |||||
| 280 | 278,0 | -0,3 | 273,0 | 269 | 270,0 | +0,3 | 375,0 | |
| 330 | 327,0 | 322,0 | 318 | 319,0 | 324,0 | |||
| 400 | 397,0 | 392,0 | 388 | 389,0 | 394,0 | |||
| 450 | 446,0 | 439,5 | 434 | 435,0 | 441,5 | |||
| * Справочная величина. | ||||||||
| О4* | о5* | Z* | h3 Н4 | Z3* | Z6* | ||||
| Ном. | Пред, откл | Ном. | Пред, откл | Ном. | Пред, откл | Ном. | Пред, откл | ||
| 279 | 279,8 | +0,3 | 2,50 | 4,5 | -0,1 | 88,5 | -4,0 | 92 | +4,0 |
| 328 | 328,8 | 2,50 | |||||||
| 398 | 398,8 | 2,50 | |||||||
| 447 | 448,4 | 3,25 | 6,0 | 99,0 | 104 | ||||
В миллиметрах
ГОСТ Р 71495—2024
Приложение Б
(обязательное)
Размеры и профиль упорной конической резьбы
Б.1 Размеры и профиль упорной конической резьбы для труб и фильтров приведены на рисунке Б.1 и в таблице Б.1.
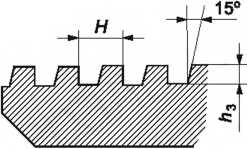

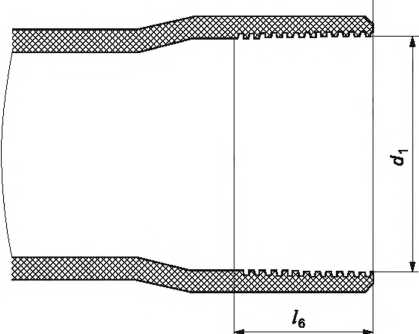
Рисунок Б.1 — Размеры и профиль упорной конической резьбы
| Номинальный наружный диаметр dn‘ | Di | h3 | Н | /3[1], не менее | /б*, не менее | |||||
| Ном. | Пред, откл | Ном. | Пред, откл | Ном. | Ном. | Ном. | Пред, откл | Ном. | Пред, откл | |
| 90 | 85,3 | ±0,1 | 87,5 | ±0,1 | 1,7 | 4 | 45 | -1 | 50 | +1 |
| 113 | 109,3 | 111,2 | 1,7 | 4 | 50 | 54 | ||||
| 140 | 135,3 | 137,5 | 1,7 | 4 | 51 | 55 | ||||
| 195 | 187,2 | 190,7 | 2,6 | 6 | 72 | 75 | ||||
Таблица Б.1 — Размеры упорной конической резьбы
В миллиметрах
Приложение В
(справочное)
(В.1)
где f — водопропускная способность фильтра, м3/сут;
t/ф — допустимая входная скорость фильтрации воды, м/сут;
F — рабочая площадь фильтра, м2.
F = ndl4, (В.2)
где d — наружный диаметр фильтра, мм; /4 — длина фильтрующей части, м.
За рабочую площадь F следует принимать всю наружную поверхность фильтра, если скважность каркаса составляет более 25 %, в остальных случаях — площадь щелей поверхности.
иф = 653УК
(В.З)
где К—коэффициент фильтрации водоносных грунтов, м/сут, ориентировочные значения которого приведены в таблице В.1.
Таблица В.1 — Справочные значения коэффициента фильтрации К
| Водоносная порода | К, м/сут | Водоносная порода | К*, м/сут |
| Песок: | Гравий от мелкого до крупного | ||
| – пылеватый | 0,5—1 | Галечник: | 31—70 |
| – мелкозернистый | 2—5 | – мелкий | 71—300 |
| – среднезернистый | 6—15 | – средний | 301—500 |
| – крупнозернистый | 16—30 | – крупный | Более 500 |
| * Промежуточные значения коэффициента фильтрации песка и гравия меняются в зависимости от гра- | |||
| нулометрического состава водоносных грунтов и преобладания крупных или мелких фракций, а коэффициент | |||
| фильтрации галечников зависит также от наличия и состава песчаного или гравийного заполнителя. | |||
В.7 Наружный диаметр фильтра рассчитывают по формуле
(В.4)
где d — наружный диаметр фильтра, мм;
/4 — длина фильтрующей части, м;
f — водопропускная способность фильтра, м3/сут;
С/ф — допустимая входная скорость фильтрации воды, м/сут.
Приложение Г
(справочное)
Порядок оформления и утверждения контрольных образцов
внешнего вида поверхности
Г.1 Контрольный образец представляет собой один или несколько отрезков труб, но не более пяти, одного номинального наружного диаметра и номинальной толщины стенки, длиной не менее 300 мм с нанесенной на одном из них маркировкой, пронумерованных и отобранных от одной серийной партии труб или фильтров, изготовленной в соответствии с требованиями настоящего стандарта. Образцы отрезают перпендикулярно к оси трубы или фильтра.
Г.2 Контрольные образцы внешнего вида поверхности трубы или фильтра оформляют на один типовой представитель от каждой группы труб или фильтров по диаметрам согласно 7.3.
ГЗ К каждому контрольному образцу прикрепляют опломбированный ярлык, в котором указывают:
Г4 При внесении изменений в показатель 1 таблицы 7 контрольные образцы внешнего вида поверхности подлежат переутверждению.
Г.5 Контрольные образцы внешнего вида поверхности хранят на предприятии-изготовителе.
[1] Единые санитарно-эпидемиологические и гигиенические требования к продукции (товарам), подлежащей санитарно-эпидемиологическому надзору (контролю)УДК 678-620.162.4:006.354
ОКС 23.040.20
Ключевые слова: трубы обсадные, щелевые фильтры, непластифицированный поливинилхлорид
Редактор М.В. Митрофанова
Технический редактор И.Е. Черепкова
Корректор И.А. Королева
Компьютерная верстка Е.А. Кондрашовой
Сдано в набор 12.07.2024. Подписано в печать 17.07.2024. Формат 60х841/в. Гарнитура Ариал.
Усл. печ. л. 4,18. Уч.-изд. л. 3,64.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации»
для комплектования Федерального информационного фонда стандартов,

